Aktuelle Ausgabe

Unsere Partner

Druckspiegel - News
Gutenberg-Preis 2026 geht an Erik Spiekermann
Erik Spiekermann ist Gestalter und Typograf, Schriftgestalter, Unternehmer und Autor von internationalem Rang. Einige seiner Schriften, wie FF Meta oder ITC Officina, werden als moderne Klassiker angesehen. Bereits in den frühen Jahren des Internets setzte er mit seinem Unternehmen FontShop Maßstäbe für den weltweiten Online-Vertrieb von Schriftarten und prägte damit nachhaltig die Infrastruktur des digitalen Type-Designs. Neben seiner Tätigkeit als Schriftgestalter hat Erik Spiekermann mit seinen Firmen MetaDesign und EdenSpiekermann das Erscheinungsbild großer Unternehmen und öffentlicher Institutionen geprägt. Er entwickelte zudem Schriftlösungen für Verkehrssysteme und Medien. Seit vielen Jahren setzt er sich für die Erhaltung der Tradition des klassischen Bleisatzes und für den Buchdruck als einer wichtigen Grundlage der Typografie und Druckkunst ein.
LogiMAT
Ganzheitliche Intralogistik-Lösungen im Fokus
Mehr Flexibilität – mehr Autonomie – mehr praktisch nutzbare Software-Intelligenz: Mit neuen Lösungen und innovativen Konzepten wird der Automatisierungsspezialist Bowe auf der LogiMAT 2026 präsent sein – und das in voller Gruppenpräsenz. Neben der Vorstellung des Modular Vertical Sorter (MVS) wird vor allem die Live-Präsentation des autonomen mobilen Roboters (AMR) und seiner nahtlosen Integration für Aufsehen sorgen!

LogiMAT
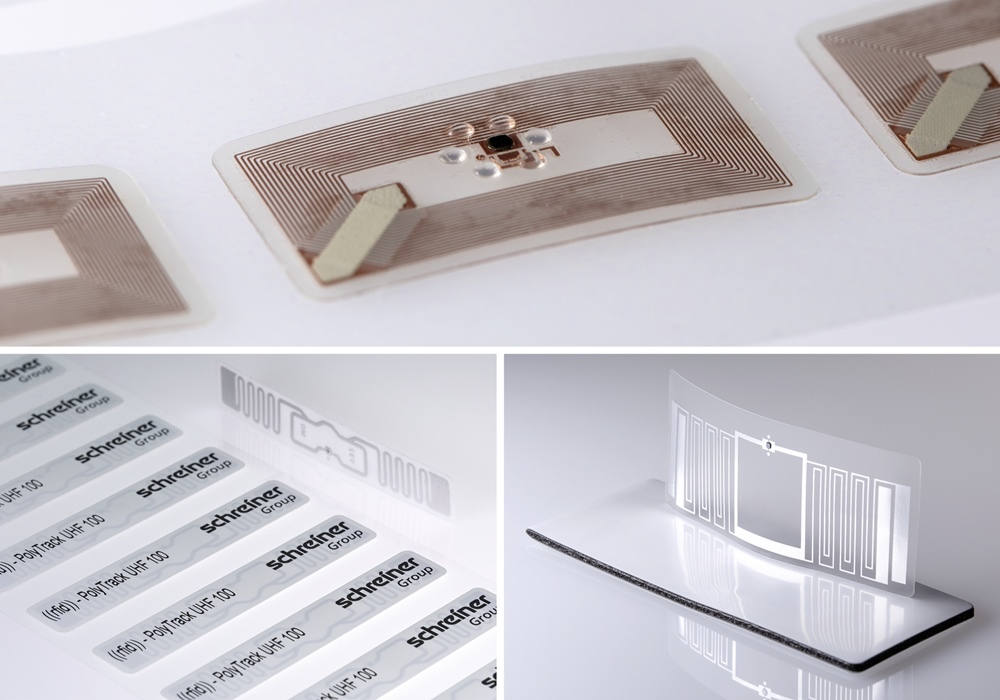
Maßgeschneiderte RFID-Lösungen auf der LogiMAT
Es sind oft die kleinen Details, die den entscheidenden Unterschied machen. Genau darauf richtet die LogiMAT 2026 ihren Fokus. Unter dem Leitmotiv „Passion for Details“ zeigt die Fachmesse in Stuttgart, welche Wirkung selbst unscheinbare Elemente in Logistik und Produktion entfalten können. Ein Ansatz, der gut mit den kundenspezifischen und präzisen RFID-Lösungen von Schreiner ProTech (SPT) harmoniert. Auf dem AIM-Gemeinschaftsstand in Halle 2, Stand 2B05, präsentiert das Unternehmen vom 24.-26. März, wie maßgeschneiderte Systeme robuste und transparente Prozessketten unterstützen.
LogiMAT
Canon auf der LogiMAT 2026
Canon präsentiert seine Lösungen für automatisiertes Dokumentenhandling als Partner am Gemeinschaftsstand von Kern und Müller vom 24. bis 26. März auf der LogiMAT 2026 in Stuttgart (Halle 6, Stand 6B11). Im Mittelpunkt steht die Frage, wie sich Waren- und Dokumentenflüsse vollständig synchronisieren lassen, um Prozessbrüche zu vermeiden und logistische Systeme stabiler und skalierbarer zu gestalten.


LogiMAT
Dematic definiert mit der Einführung des Command Centers Lagerintelligenz neu
Dematic, Anbieter intelligenter Automatisierungslösungen und Teil der Kion Group, präsentiert mit dem Dematic Command Center eine herstellerunabhängige, zentralisierte Intelligenzplattform für den Lagerbetrieb. Die Lösung integriert Echtzeitüberwachung, KI-gestützte Entscheidungsunterstützung und operative Analysen in einer einzigen Benutzeroberfläche. Ziel ist es, Distributions- und Logistikzentren dabei zu unterstützen, komplexe Abläufe effizienter zu verstehen, zu überwachen und zu steuern.
LogiMAT
Breiteres Automatisierungsportfolio, humanoide Roboter in der Entwicklung
Kaum ein Segment der Intralogistik entwickelt sich so dynamisch wie die Automatisierung. Auf der LogiMAT 2026 stellt Linde Material Handling (MH) die neue Baureihe Linde I-MATIC core für spezielle Branchenanwendungen vor. Die hochindividualisierbaren AGVs lassen sich mit Anbaugeräten wie Doppelpaletten- oder Papierrollenklammern ausstatten und bewegen schwere Lasten mit bis zu 4,0 Tonnen auf eine Hubhöhe von bis zu 6,7 Meter.

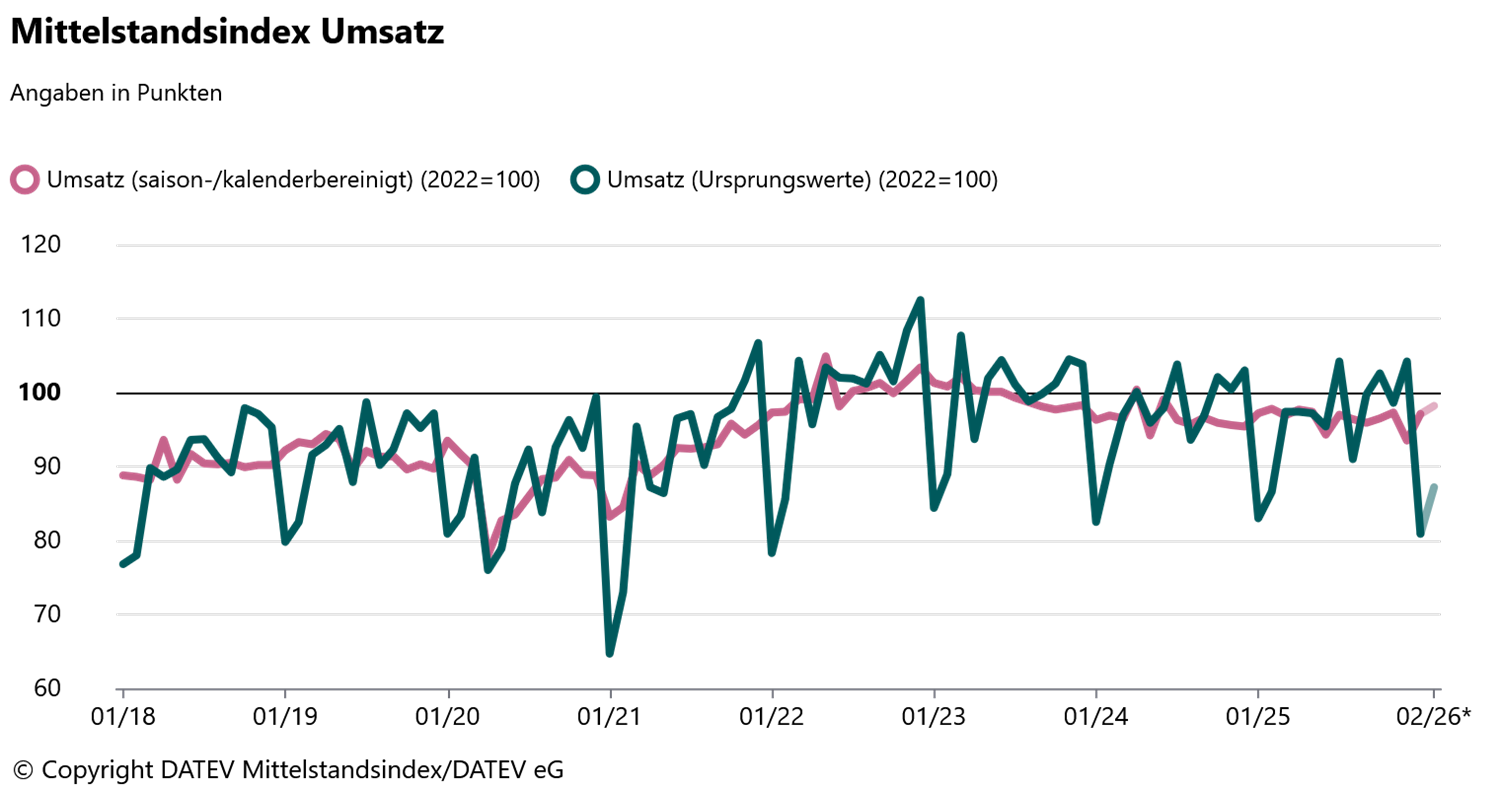
Moderate Zuwächse, aber kein Indiz für Aufschwung
Eine leichte Aufhellung der Umsatzentwicklung im Mittelstand, die jedoch ohne klare konjunkturelle Dynamik bleibt – so lassen sich die aktuellen Daten des DATEV Mittelstandsindex zusammenfassen. Der saison- und kalenderbereinigte Umsatzindex steigt gegenüber dem Vormonat um 1,2 Prozent. Im Vergleich zum Vorjahresmonat fällt das Plus mit 0,4 Prozent allerdings geringer aus. Insgesamt entwickelt sich der nominale Umsatz damit leicht positiv, ohne jedoch deutlich an Tempo zu gewinnen.
Metsä Board stellt neues Produkt und Servicekonzept für schnelldrehende Markenverpackungen in Europa vor
Metsä Board, europäischer Hersteller von Premium-Frischfaserkarton, bringt mit MetsäBoard Pro FBB Go einen neuen Faltschachtelkarton für anspruchsvolle Lebensmittel- und Pharmaverpackungen auf den europäischen Markt. Die Qualität bietet eine schnelle und kalkulierbare Lösung für den Zuschnitt von Bögen.


Impact Labelling installiert zweite Screen Truepress Label
Impact Labelling, Anbieter hochwertiger Etiketten für zahlreiche Branchen in Irland, hat seine Produktionskapazität mit der Installation einer Truepress Label SAI S erweitert – der zweiten digitalen Inkjet-Etikettendruckmaschine von Screen. Diese Investition unterstreicht das Engagement von Impact Labelling, Premiumqualität, schnelle Lieferzeiten und die Flexibilität des Digitaldrucks zu liefern, um den sich wandelnden Anforderungen der Kunden gerecht zu werden.
Holland Capital steigt bei QIPC-EAE ein
Wenn eine Zeitungsdruckmaschine mitten im Druckvorgang stehen bleibt, bedeutet jede Minute Ausfallzeit einen direkten Verlust an Produktion und Umsatz. Seit mehr als sechs Jahrzehnten entwickelt QIPC-EAE Software und Steuerungssysteme, die dafür sorgen, dass Zeitungsdruckmaschinen weltweit zuverlässig laufen. Holland Capital investiert nun in QIPC-EAE, um die nächste Wachstumsphase des Unternehmens und technologische Innovationen in der globalen grafischen Industrie zu unterstützen.
UNFOLDED Festival 2026
Wie entstehen echte, nachhaltige Beziehungen zwischen Unternehmen und ihren Kunden? Analoge Touchpoints machen den Unterschied! Sie erzeugen Emotionen, Nähe und Wertigkeit. Menschen lieben Papier und die Möglichkeit etwas Reales zu fühlen. Genau darin liegt die Stärke: Papier verankert Botschaften dort, wo digitale Kommunikation weniger Kraft hat.
Wenn KI den Markt neu ordnet: Der OPS 2026 wird zum Zukunftsforum des Onlineprints
Der Online Print Summit (OPS) 2026 hat mit seinem neuen Konzept rund 350 Gäste nach München gelockt und damit einen neuen Teilnehmerrekord aufgestellt. Gleichzeitig war der wohl bekannteste Branchenevent so international wie noch nie. Zwei Tage lang diskutierten Entscheidungsträger, Technologieanbieter, Start-ups und Branchenexpertinnen und -experten darüber, wie Künstliche Intelligenz, Agentic Commerce, Hyper-Personalisierung und neue Marktlogiken den Markt verändern. Dabei wurde deutlich, dass die (Online-)Printindustrie nicht am Ende eines Zyklus steht, sondern am Beginn einer neuen Ära.

