Aktuelle Ausgabe

Unsere Partner

Druckspiegel - News

Jahresbilanz Druck- und Medienbranche Österreich: 1,85 Milliarden Euro Umsatz
Das Jahr 2024 war für die Druck- und Medienbranche herausfordernd. Mit einem Jahresumsatz von 1,85 Milliarden Euro schließt die Branche schon das zweite Jahr in Folge mit einem Minus ab. Für 2025 hofft der Verband Druck Medien auf eine Stabilisierung der Wirtschaftslage. Erste Hinweise auf Erholung gibt es bereits, etwa in steigenden Werbeausgaben. Der Verband Druck Medien appelliert, auf Druck aus Österreich zu setzen.

Jungdruck GmbH: Neue Marke proteclabel ins Leben gerufen
Die Jungdruck GmbH, in Radevormwald ansässiger Anbieter von Spezialetikettenlösungen für die Chemie- und Tierfutterindustrie, blickt positiv in die Zukunft. Anlass dafür ist die neue Firmen-Marke proteclabel, unter deren Namen innovative Mehrlagenetiketten entsprechend der sogenannten CLP-Verordnung angeboten werden. Diese besagt, dass trotz fehlenden Platzes auf Behältnissen umfassende Warnhinweise, Sicherheitsangaben und mehrsprachige Informationen veröffentlicht werden müssen. Gernot Jung, Geschäftsführer des Familienunternehmens: „Wir sind einer der wenigen Anbieter in Europa, die den Herstellern passende Lösungen für diese Herausforderung anbieten können.“


G+D: Manfred Heim wird Geschäftsführer der Papierfabrik Louisenthal
Dr. Manfred Heim wird mit Wirkung zum 1. Juli 2025 Mitglied der Geschäftsführung der Papierfabrik Louisenthal GmbH. Dort folgt er Dr. Alfred Kraxenberger nach, der in die Zentrale der Muttergesellschaft Giesecke+Devrient (G+D) wechselt. Als neuer Geschäftsführer verantwortet Manfred Heim (57) die Bereiche Forschung & Entwicklung, Technologie und Operations der Papierfabrik Louisenthal. Zudem wird er die Gesamtverantwortung der F&E Aktivitäten für Banknotensicherheitstechnologie bei G+D übernehmen.
Neue Elektro-Hubwagen der WJ 50 Serie von Crown
Crown, weltweit agierendes Unternehmen für Materialflusslösungen, bringt seine neuen Mitgeh-Hubwagen, die WJ 50 Serie, auf den Markt. Mit lediglich 159,5 Kilogramm einschließlich Batterie für das 1,2-t-Modell beziehungsweise 162,5 Kilogramm für das 1,5-t-Modell ist dieser Elektro-Hubwagen ein Leichtgewicht, während er Lasten von bis zu 1.500 Kilogramm problemlos bewältigt. Dank des kompakten Designs und der außergewöhnlichen Wendigkeit setzt die WJ 50 Serie neue Maßstäbe für den Einsatz in beengten Umgebungen.


STI Group geht bei Klimaschutz voran
Neben kurz- und mittelfristigen Klimazielen hat sich die STI Group als aktuell einziges deutsches Verpackungsunternehmen mit mehr als 500 Mitarbeitenden zum langfristigen Ziel von Netto-Null-Emissionen bekannt. Die ambitionierten Klimaziele der Unternehmensgruppe wurden jetzt offiziell von der Science Based Targets initiative (SBTi) validiert.
Nachhaltige Beschaffung: PEFC-Online-Seminar und Workshop in Berlin
Der Bund zeigt seit Jahren, wie nachhaltige Beschaffung funktioniert. Immer mehr Länder, Kommunen und Unternehmen der freien Wirtschaft ziehen nach und verstärken ihre Anstrengungen, holz- und papierbasierte Produkte nur noch aus nachhaltigen Quellen zu beschaffen. Die Berücksichtigung seriöser Siegel wie PEFC, das für Holz- und Papierprodukte aus nachweislich nachhaltiger Waldbewirtschaftung steht, trägt dazu bei, für Beschaffungsstellen und Einkäufer das Risiko zu minimieren, Rohstoffe oder Produkte aus Raubbau oder illegalem Holzeinschlag zu beziehen. PEFC Deutschland bietet zwei Veranstaltungsformate als Plattformen für Austausch und Information und lädt zur Teilnahme ein.

BVDM-Branchenumfrage 2025: Lichtblicke trotz gedämpfter Stimmung
Die Ergebnisse der jährlichen Branchenbefragung des Bundesverbandes Druck- und Medien e.V. (BVDM) zeigen, dass die Druck- und Medienbranche weiterhin von Unsicherheit geprägt ist. Die Energiekrise und die schwache Wirtschaftslage führten 2024 zu einer geringen Auslastung und einer schwierigen Auftragslage. Einzelne Frühindikatoren für 2025 deuteten zwar auf eine leichte Verbesserung im Vergleich zur Vorjahresentwicklung hin, insgesamt bleibt die Stimmung jedoch verhalten.
Großes Interesse aus Brüssel: 4evergreen-Allianz zu Besuch bei Koehler Paper in Kehl
Die 4evergreen-Allianz aus Brüssel war im vergangenen Mai bei Koehler Paper in Kehl zu Besuch. Im Rahmen eines Teamausflugs reisten Vertreterinnen und Vertreter der europäischen Verpackungsinitiative an, um die Produktion von Koehler-Papieren vor Ort kennenzulernen. Im Mittelpunkt des Besuchs stand die Besichtigung der Produktionslinie 8 – einer der modernsten Papier- und Streichmaschinen Europas zur Herstellung flexibler Verpackungspapiere. Die Anlage gilt als technologisch einzigartig und spielt eine zentrale Rolle bei der Weiterentwicklung kreislauffähiger Verpackungslösungen, wie sie von der 4evergreen-Allianz angestrebt werden.



Netpack profitiert von Flexcel NX Technologie
„Wir lernten die Flexcel NX Technologie über unsere spanische Schwesterfirma kennen. Unser CEO und unser Leiter der Grafik machten sich dort an Ort und Stelle ein Bild von der erzielbaren Druckqualität. Diese Qualität, die Art des Polymers und die einzigartige Oberflächenstrukturierung überzeugten uns sofort, ein Flexcel NX System anzuschaffen, das unser vorheriges System zur Plattenherstellung schnell ersetzte.“ So erinnert sich Gian Luca Zangheri, Grafikleiter des italienischen Verpackungsherstellers Netpack S.p.A., an die Investition in ein Flexcel NX System im Jahr 2016.
Eaton-Bericht: Fachkräftemangel bleibt Problem in Europa und den USA
Eaton, ein Unternehmen für intelligentes Energiemanagement, hat einen neuen Bericht von S&P Global Market Intelligence 451 Research veröffentlicht, der das Ausmaß der Qualifikationslücke und deren Auswirkungen auf die Maschinenbauindustrie untersucht sowie einige Maßnahmen zu deren Verringerung vorschlägt.

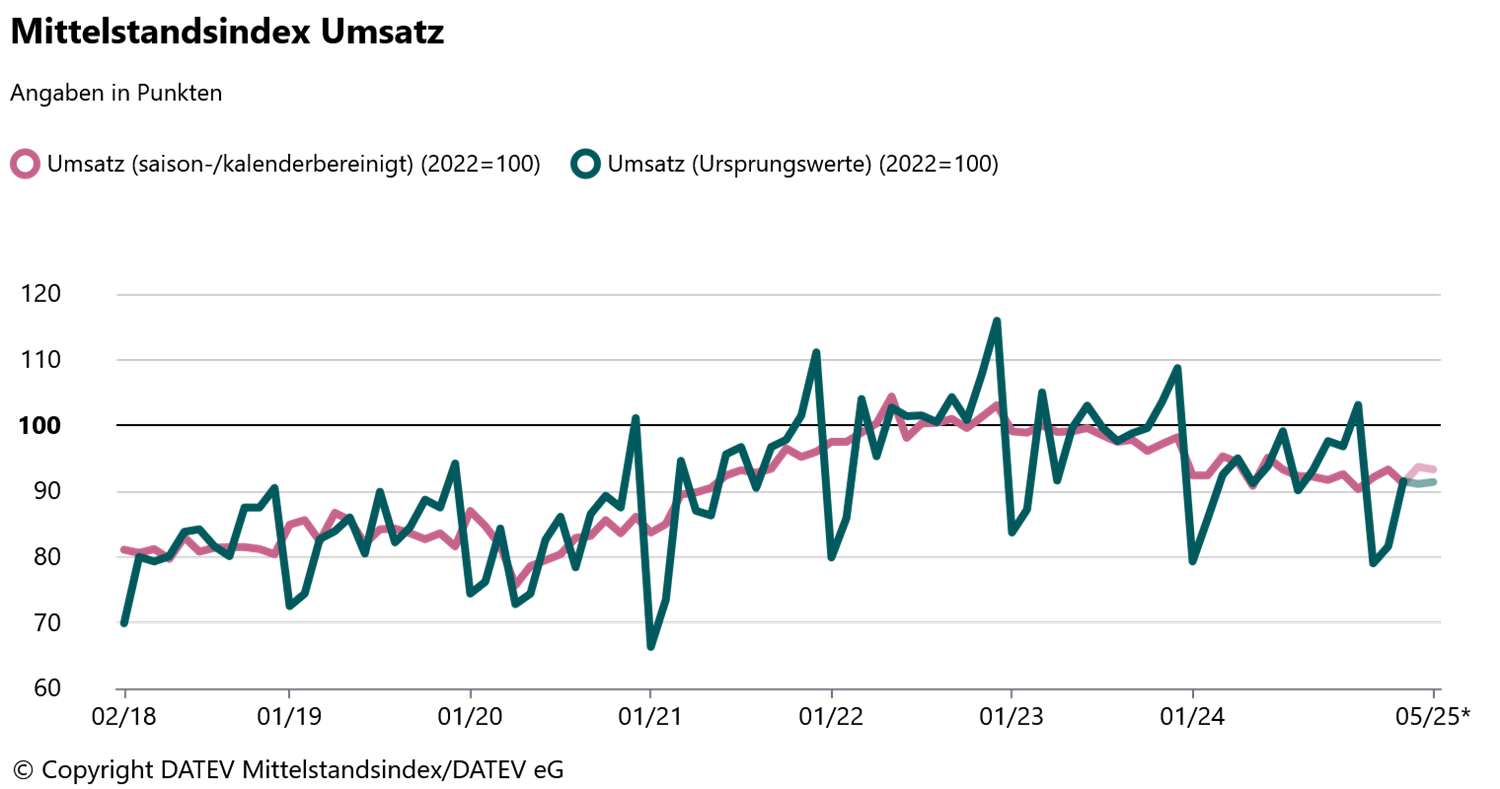
DATEV Mittelstandsindex Juni 2025: Hoffnung auf wirtschaftliche Trendwende
Es war eine lange Durststrecke. Doch nun scheint der negative Trend in der wirtschaftlichen Entwicklung mittelständischer Unternehmen in Deutschland erstmals gebrochen. Die Zeichen stehen auf Stabilisierung. Das zeigen die aktuellen Daten des DATEV Mittelstandindex. Zwei Jahre lang ging der Umsatz nahezu durchgängig zurück. Jetzt mehren sich die Anzeichen für eine positive Entwicklung, die die Hoffnung auf eine nachhaltige wirtschaftliche Trendwende nähren. Im Mai stieg der Umsatz in den kleinsten, kleinen und mittleren Unternehmen in Deutschland im Vergleich zu einem sehr schwachen Vorjahresmonat um 2,8 Prozent auf 93,3 Indexpunkte (2022 = 100).
Neunte Verhandlungsrunde für Zeitungsredaktionen
Bei den Tarifverhandlungen für die Beschäftigten in Zeitungsredaktionen zwischen der Vereinten Dienstleistungsgewerkschaft (ver.di) und dem Deutschen Journalisten Verband (DJV) auf Gewerkschaftsseite und dem Bundesverband Digitalpublisher und Zeitungsverleger (BDZV) ist die neunte Verhandlungsrunde am Montagabend (23. Juni 2025) wegen Zurückruderns der Arbeitgeber gegenüber vorherigen Verhandlungsständen ergebnislos zu Ende gegangen.

